Tout sur le fil machine 8 mm

Le fil laminé est une matière première prête à l'emploi pour la production de fil machine en acier galvanisé, de raccords, de cordes, de fils et de câbles. Sans cela, la production de génie électrique et radio, de véhicules spéciaux, la construction de maisons à ossature et un certain nombre d'autres types et variétés d'activités humaines auraient cessé.


Caractéristiques et exigences
Le fil machine en acier a une résistance et une dureté accrues, ce qui en fait une base appropriée pour la production de sections transversales lisses rondes et ovales, de cordes, de suspensions pour câbles en cuivre et optiques, de clous, d'électrodes de soudage et de fils soudés, d'agrafes à coupe ronde. Une section transversale courante de fil laminé est parfaitement ronde, moins souvent ovale.
Le diamètre du fil laminé va de quelques fractions de millimètre à 1 cm, le plus populaire étant la section de fil d'acier laminé de 5 à 8 mm.



Le fil de cuivre a souvent une épaisseur de 0,05 à 2 mm, comme en témoigne l'enroulement des moteurs, des fils et des conducteurs centraux des câbles coaxiaux, des câbles multiconducteurs. L'aluminium est principalement utilisé comme fils et câbles pour les lignes électriques - la section transversale d'une tige atteint un centimètre. Dans ce dernier cas, un câble en aluminium est utilisé suspendu sur les isolateurs en céramique des poteaux. Les câbles isolés et gainés ont une section suffisante pour supporter des centaines et des milliers de kilowatts prélevés par le consommateur au poste de transformation.
Le fil machine, comme les autres profilés en métal ferreux laminé, convient aux paratonnerres qui offrent une protection contre la foudre.



Dans la production de fil machine, ils adhèrent à GOST 380-94. La fabrication de fil machine selon TU pour les raccords et les fils n'est pas autorisée. Le fil machine cassé peut provoquer l'effondrement d'un immeuble de grande hauteur (l'armature en acier se brisera, la charpente en béton armé se fissurera, se déplacera et le bâtiment deviendra une urgence) ou provoquer un incendie (fils et câbles en aluminium soumis à des contraintes importantes). Le dépassement de la quantité admissible d'impuretés, telles que le soufre, rendra l'acier inutilement cassant. L'acier à faible teneur en carbone n'acquiert pas la dureté et la résistance, par exemple, pour enfoncer des clous dans le bois.
Ces caractéristiques et bien d'autres sont surveillées par des spécialistes, conformément à GOST. Le poids et le diamètre du fil machine sont réglementés par GOST 2590-88. Le fil d'acier est produit avec une précision ordinaire (C) et élevée (B) en termes de diamètre et de poids. L'ovale roulé ne doit pas dépasser la moitié de la somme de la différence maximale de diamètre.
La courbure du fil ne dépasse pas 0,2% de sa longueur. Cet indicateur est déterminé sur un segment d'au moins 1 m, situé à une distance de plus de 1,5 m du bord.
Le poids de 1 mètre de fil machine en acier de 8 mm selon GOST est de 395 g. Pour 9 mm - 499, pour 10 mm poids spécifique d'un mètre courant - 617 g Le fil machine ne doit pas casser au coude à 180 ° (tour de la tige dans le sens opposé). Avec un seul coude, les microfissures ne devraient pas se former. Le diamètre de la broche d'alimentation, par laquelle le fil machine est vérifié pour la flexion, est égal au diamètre de sa section.


Comment faire
La production de fil machine est l'une des méthodes de laminage des métaux les plus simples. Tout simplement, fil laminé - un profil rond dont le diamètre, contrairement à un tuyau, est inférieur à 1 cm. Cela n'a aucun sens de produire un fil de plus grande section (à l'exception des renforts jusqu'à plusieurs cm de diamètre) : les coûts des métaux et de leurs alliages seraient très élevés.


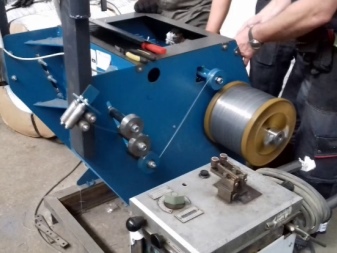
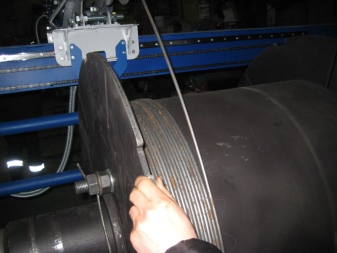
La billette sous la forme d'une longue barre multimètre est déroulée sur un laminoir-convoyeur. Le métal ou l'alliage est chauffé et étiré, passant à travers les axes de guidage qui définissent la section et le diamètre. Le fil machine chauffé au rouge est enroulé sur la bobine de la bobineuse, qui forme une bobine annulaire.
Le refroidissement libre peut ramollir le matériau à partir duquel le fil machine vient d'être étiré. Accéléré - soufflé ou immergé dans l'eau - donnera au métal ou à l'alliage une dureté supplémentaire.
Le fil machine à refroidissement libre n'est pas testé pour la masse de l'échelle. Avec un refroidissement accéléré, selon GOST, sa part ne devrait pas dépasser 18 kg par tonne de produit fini. Le tartre est ébréché soit mécaniquement (à l'aide de brosses en acier, brise-calcaire), soit chimiquement (passage du fil dans de l'acide sulfurique dilué). L'utilisation d'acide sulfurique concentré réduit rapidement et facilement le tartre, mais amincit également la section utile du fil machine.
Pour éliminer l'effet de saturation du métal en hydrogène et éviter l'apparition de fragilité lors de la gravure, on utilise de l'orthophosphate de sodium, du sel de table et d'autres sels qui ralentissent la corrosion excessive du fil laminé lors de son traitement.

Vues
Le revêtement appliqué sur le fil machine se fait par pulvérisation à chaud ou par anodisation. Dans le premier cas, de la poudre de zinc chaud est appliquée sur du fil d'acier dont le tartre (peroxyde de fer) a été préalablement éliminé.
C'est ainsi que l'on obtient le fil galvanisé. Le processus nécessite une température de 290-900°C, on l'appelle diffus.

Le zinc est également appliqué par anodisation, en dissolvant un sel contenant du zinc, par exemple du chlorure de zinc, dans un électrolyte. Un courant constant traverse le train. Une couche de zinc métallique est libérée sur la cathode, et sur l'anode, dans ce cas, du chlore, qui est déterminé par l'odeur dans des conditions de laboratoire. Le placage de cuivre de l'aluminium (pour économiser le cuivre) est également réalisé par anodisation. Le domaine d'application des conducteurs en aluminium à liaison cuivre est les câbles de signal pour les systèmes à faible courant, par exemple, les réseaux de systèmes de sécurité et d'alarme incendie et la vidéosurveillance.
La méthode à froid consiste à appliquer une couche de protection sur le fil machine qui vient d'être décalaminé. La composition polymère (organique) sert de base, mais un tel fil craint de surchauffer au-dessus de plusieurs dizaines de degrés au-dessus de zéro.

La méthode gazodynamique permet de galvaniser un produit en acier de n'importe quelle forme. Son principe de fonctionnement est basé sur un écoulement hypersonique d'un gaz pulvérisé.
La galvanisation à chaud est la meilleure méthode. La barre galvanisée à chaud durera beaucoup plus longtemps que le même produit traité par d'autres méthodes. Pour cela, le fil machine ou autre produit est placé dans un bain dans lequel le zinc est fondu. Après extraction, le zinc est oxydé, puis du dioxyde de carbone est ajouté et l'oxyde de zinc est converti en carbonate de zinc.
À la fin du processus de production, le fil machine fini est livré aux points de vente au détail, aux acheteurs en gros (par exemple, les entreprises de construction) ou envoyé à d'autres usines qui produisent des clous et des barres d'armature. Pour les particuliers, le fil laminé est vendu en diamètre inférieur à 8 mm et en quantité bien moindre que les grossistes.


Le fil machine en acier, selon GOST 30136-95, est produit tel que mesuré, non mesuré et plusieurs fois supérieur à la valeur mesurée.
La longueur de la tige est déterminée par la composition de l'acier.
Pour les aciers à faible teneur en carbone, la barre laminée a une longueur de 2 à 12 m : moins l'acier contient de carbone, plus il est ductile. L'acier à haute teneur en charbon est produit sous forme de barres de 2 à 6 m. L'acier à haute teneur en carbone, de haute qualité, permet la production de tiges de 1 à 6 m.














Le commentaire a été envoyé avec succès.