Jauge de profondeur : qu'est-ce que c'est ? Appareil et principe de fonctionnement

Dans de nombreux secteurs de la construction et de la fabrication, tels que la fabrication et le traitement de pièces, le fraisage, le tournage, la plomberie et la bijouterie, des instruments de mesure de haute précision sont utilisés. L'un d'eux est une jauge de profondeur.


Ce que c'est?
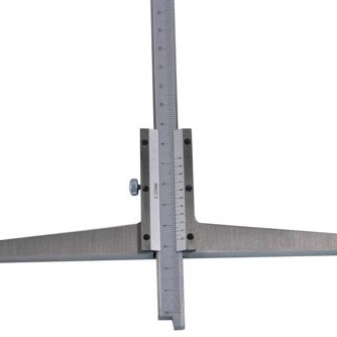
Cet appareil est structurellement similaire à l'outil plus connu - un pied à coulisse. Il a une spécialisation plus étroite que ce dernier et est destiné uniquement aux mesures linéaires de rainures, de rainures et de rebords dans une direction - en profondeur. Pour cette raison, la jauge de profondeur n'a pas d'éponges.
La mesure est effectuée en insérant l'extrémité de la tige de mesure dans la rainure dont la profondeur doit être déterminée. Après cela, vous devez déplacer le cadre le long de l'échelle principale sur la tige. Ensuite, lorsque le cadre est dans la bonne position, vous devez déterminer les lectures de l'une des trois manières possibles (voir ci-dessous).


Il existe 3 types de relevés de l'appareil, selon trois modifications correspondantes :
- par vernier (profondeurs de type SHG) ;
- sur une échelle circulaire (SHGK) ;
- sur un affichage numérique (SHGT).
Selon GOST 162-90, les appareils des trois types énumérés peuvent avoir une plage de mesure allant jusqu'à 1000 mm. Les plages courantes sont 0-160 mm, 0-200 mm, 0-250 mm, 0-300 mm, 0-400 mm et 0-630 mm. Lors de l'achat ou de la commande d'une jauge de profondeur, vous pouvez connaître sa gamme par le marquage conventionnel correspondant. Par exemple, un modèle mesurant une profondeur de 0 à 160 mm avec une lecture sur une échelle circulaire aura la désignation SHGK-160.



Selon l'appareil, les paramètres importants, également réglementés par GOST, sont les suivants.
- Valeurs de lecture Vernier (pour les modifications de type ShG). Peut être égal à 0,05 ou 0,10 mm.
- La division de l'échelle circulaire (pour ShGK). Les valeurs de consigne sont de 0,02 et 0,05 mm.
- L'étape de discrétion du dispositif de lecture numérique (pour les ShGT). La norme généralement acceptée est de 0,01 mm.
- Longueur du cadre de mesure. Pas moins de 120 mm. Pour les modèles avec une plage de mesure allant jusqu'à 630 mm ou plus, le minimum requis est de 175 mm.
Dans les conditions techniques établies par GOST, les normes de précision de cet appareil sont déterminées. Pour les appareils avec vernier, la marge d'erreur est de 0,05 mm à 0,15 mm, selon la plage de mesure. Les appareils à échelle circulaire ont une erreur tolérée de 0,02 à 0,05 mm et les numériques - pas plus de 0,04 mm.
Dans le même temps, ces normes ne s'appliquent pas aux modèles micrométriques, avec lesquels il est possible d'effectuer des mesures avec une précision au millième de millimètre.

Dispositif
Comme mentionné ci-dessus, la jauge de profondeur a une tige de mesure sur laquelle les divisions de l'échelle principale sont marquées. Son extrémité repose contre la surface intérieure de la dépression mesurée. Les modèles SHG ont un cadre dans lequel se trouve un vernier - une unité fondamentalement importante, qui est également disponible dans la conception d'étriers, de micromètres et d'autres instruments de mesure de précision. Regardons de plus près la description de ce nœud.
Si le but de l'échelle principale d'haltères est facile à comprendre - il fonctionne comme une règle ordinaire, alors le vernier rend le processus de mesure plus compliqué, mais vous permet de déterminer les dimensions linéaires avec beaucoup plus de précision, jusqu'à des centièmes de millimètre.


Le vernier est une autre échelle auxiliaire - il est appliqué sur le bord de la fente du cadre, qui peut être déplacé le long de la barre, combinant les risques sur celui-ci avec les risques sur le vernier.L'idée de combiner ces risques repose sur la compréhension du fait qu'une personne peut facilement remarquer la coïncidence de deux divisions, mais il lui est assez difficile de déterminer visuellement la fraction de la distance entre deux divisions adjacentes. Mesurant quoi que ce soit avec une règle ordinaire avec une graduation de 1 mm, il ne peut pas déterminer la longueur, seulement arrondie à l'entier le plus proche (en millimètres).
Dans le cas du vernier, la partie entière de la valeur souhaitée est déterminée par la division zéro du vernier. Si cette division zéro montre une valeur comprise entre 10 et 11 mm, la partie entière est considérée comme 10. La partie fractionnaire est calculée en multipliant la valeur de division du vernier par le numéro de cette marque correspondant à l'une des divisions sur la barre.


L'histoire de l'invention du vernier remonte à l'Antiquité. Cette idée a été formulée pour la première fois au XIe siècle. L'appareil de type moderne a été créé en 1631. Plus tard, un vernier circulaire est apparu, structuré de la même manière qu'un vernier linéaire - son échelle auxiliaire a la forme d'un arc et la principale a la forme d'un cercle. Un dispositif de lecture à aiguille en combinaison avec ce mécanisme permet de déterminer plus facilement et plus confortablement les lectures, ce qui est la raison de l'utilisation de jauges de profondeur à vernier avec une échelle circulaire (SHGK).
C'est ainsi que fonctionne la version mécanique de la jauge de profondeur. Récemment, les appareils numériques ShGT se sont répandus, dont une particularité est un appareil de lecture électronique avec un capteur et un écran pour afficher les lectures. L'alimentation est fournie par la batterie.


Types et modèles
Ci-dessus, seules les principales variétés de profondimètres ont été nommées, avec et sans vernier. Nous allons maintenant considérer des modifications spécialisées, chacune ayant ses propres caractéristiques en fonction du domaine d'application. En plus de ceux énumérés, une jauge de profondeur à indicateur (avec un indicateur à cadran) est utilisée, indiquée par le marquage GI, ainsi que GM - une jauge de profondeur micrométrique et une version universelle avec des inserts de mesure remplaçables.
Les types de structures et le choix d'un modèle particulier dépendent des facteurs suivants :
- dans quelle gamme est la valeur de la profondeur de la rainure (rainure, trou de forage), qui doit être mesurée;
- quelles sont les dimensions et la forme de sa section.



Pour les faibles profondeurs, dont la mesure nécessite une grande précision (jusqu'à 0,05 mm), des modèles de type ShG160-0-05 sont utilisés. Pour les rainures moyennes, les options avec une gamme plus large sont meilleures, par exemple ShG-200 et ShG-250. Parmi les modèles spécifiques de ce type : Norgau 0-200 mm - marge d'erreur de 0,01 mm pour les versions électroniques, il existe des verniers moins chers.
Lors de la réalisation de travaux de serrurerie et de tournage liés au traitement de rainures et de trous de forage de plus de 25 cm, des jauges de profondeur ShG-400 sont utilisées, qui vous permettent toujours de maintenir une précision au centième de millimètre. Pour les rainures de 950 mm et plus, il existe également des normes pour les jauges de profondeur avec une large plage de mesure. Cependant, GOST autorise dans ce cas une limite d'erreur allant jusqu'à un dixième de millimètre.
Si cela ne suffit pas, il est préférable d'utiliser des instruments micrométriques.

Les spécificités des modèles de profondimètre auxquelles il faut faire attention lors de l'achat sont la forme de l'extrémité de la tige. Selon que vous souhaitiez mesurer à la fois la profondeur et l'épaisseur d'une rainure ou de trous étroits, vous pouvez envisager des modèles avec une extrémité à crochet ou avec une aiguille à mesurer. La protection IP 67 garantit la résistance à l'eau de l'instrument, ce qui est particulièrement important pour les modèles avec électronique.
Si vous avez besoin d'un instrument numérique plus pratique qu'un instrument à vernier, vous avez le choix parmi un certain nombre de fabricants étrangers et nationaux. Par exemple, la société bien connue Carl Mahr (Allemagne), sa gamme de modèles Micromahr a fait ses preuves avec des modifications de MarCal 30 EWR avec sortie de données, MarCal 30 ER, MarCal 30 EWN avec un crochet. Une autre marque allemande populaire Holex fournit également ses produits en Russie. Parmi les marques nationales, CHIZ (Chelyabinsk) et KRIN (Kirov) sont bien connues.



A quelles mesures sont-ils utilisés ?
Comme il résulte de ce qui précède, le but de la jauge de profondeur est de mesurer la profondeur des éléments des pièces en insérant l'extrémité de la tige dans la rainure ou rainure. Il est nécessaire que l'extrémité de la tige pénètre facilement dans la zone étudiée et s'adapte parfaitement à la surface de la pièce. Par conséquent, les tiges sont constituées d'un alliage de dureté accrue et, pour les rainures complexes et les puits étroits, des inserts spéciaux sont utilisés - aiguilles de mesure et crochets - à partir des mêmes matériaux.
Cet outil est utilisé dans les cas où il est nécessaire d'obtenir la taille exacte, et l'utilisation d'un pied à coulisse ou d'un micromètre est impossible en raison des spécificités de la forme de la pièce. Dans le même temps, il est important de comprendre le fonctionnement de l'appareil et de surveiller l'efficacité de son utilisation. Il existe un simple test de précision : prenez plusieurs mesures d'affilée et comparez les résultats.

Si la différence est plusieurs fois supérieure à la limite d'erreur tolérée, une erreur s'est produite lors des mesures ou l'appareil était défectueux. Pour l'étalonnage, vous devez suivre les étapes décrites dans la méthodologie de vérification approuvée par GOST.
- Préparez l'instrument pour l'étalonnage en le lavant pour éliminer la poussière et les débris avec un détergent.
- Assurez-vous qu'il répond extérieurement aux exigences de la norme, que les pièces et la balance ne sont pas endommagées.
- Vérifiez si le cadre bouge librement.
- Déterminer si les caractéristiques métrologiques sont conformes à la norme. Tout d'abord, cela concerne la limite, l'erreur, la plage de mesure et la longueur du porte-à-faux de la flèche. Tout cela est vérifié à l'aide d'un autre appareil de travail connu et d'une règle.

Bien que pour les jauges de profondeur mécaniques selon GOST, une limite d'erreur allant jusqu'à des centièmes de millimètre soit déclarée, si vous avez besoin d'une précision garantie, il est recommandé d'utiliser une jauge de profondeur avec un appareil de lecture de type numérique.
En utilisant un instrument bon marché, vous pouvez toujours rencontrer des inexactitudes lors de la mesure - alors il est préférable d'appliquer la méthode décrite ci-dessus, et le résultat final est de considérer la moyenne arithmétique de toutes les valeurs obtenues.

Comment utiliser?
Le principe de mesure comprend plusieurs directives pratiques qui doivent être appliquées pour obtenir des résultats précis. Lors de la mesure, fixez le cadre avec un boulon conçu pour qu'il ne bouge pas accidentellement. N'utilisez pas d'outils dont la tige ou le vernier est endommagé (dans le cas d'appareils numériques, il peut y avoir des dysfonctionnements plus complexes) ou avec un point zéro cassé. Tenir compte de la dilatation thermique des pièces (il est préférable de prendre des mesures à une température proche de 20 C).
Lorsque vous mesurez avec une jauge de profondeur mécanique, n'oubliez pas la valeur de division. Pour la plupart des modèles, il est de 0,5 ou 1 mm pour l'échelle principale et de 0,1 ou 0,5 mm pour le vernier. Le principe général est que le numéro de la division du vernier, qui coïncide avec la marque de l'échelle principale, doit être multiplié par son prix de division puis ajouté à la partie entière de la valeur souhaitée.
Il est beaucoup plus facile de travailler avec des appareils numériques SHGT. Vous pouvez simplement lire le résultat à l'écran. Leur étalonnage n'est pas non plus une procédure compliquée, il suffit d'appuyer sur le bouton qui met l'échelle numérique à zéro.


Il existe plusieurs règles d'utilisation et de stockage des appareils pour éviter leur panne prématurée :
- la pénétration de poussières et de particules solides entre le cadre et la tige peut provoquer un blocage, gardez donc l'instrument dans l'étui ;
- la durée de vie des appareils mécaniques est plus longue que celle des appareils numériques, et ces derniers nécessitent une manipulation plus soigneuse;
- l'ordinateur de lecture et l'affichage ne doivent pas être soumis à des chocs et des chocs ;
- pour un bon fonctionnement, ces composants doivent être alimentés par une batterie avec un niveau de charge normal et/ou par une alimentation en état de marche.
Dans la vidéo suivante, vous trouverez un aperçu de la jauge de profondeur ShGTs-150.










Le commentaire a été envoyé avec succès.