Tout sur les mandrins de tour

Le développement rapide de l'industrie métallurgique aurait été impossible sans l'amélioration des machines-outils. Ils déterminent la vitesse de broyage, la forme et la qualité.
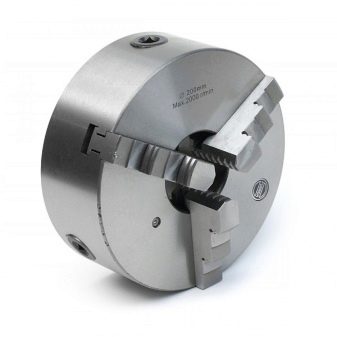
Le mandrin de tour maintient fermement la pièce et fournit la force de serrage et la précision de centrage requises. Cet article traite des nuances de base du choix.

Particularités
Ce produit est utilisé sur les machines à usage général et spécial pour serrer la pièce à la broche. Cela fournit une prise ferme et une force de serrage élevée à un couple élevé.


Vues
Un grand nombre de mandrins pour tours sont présentés sur le marché moderne : entraîneur, pneumatique, à membrane, hydraulique. Ils sont tous classés selon les quatre critères suivants.
Par la conception du mécanisme de serrage
Conformément à ces paramètres, les mandrins de tour sont divisés en plusieurs types.
-
Mandrin de guidage. Ces produits sont les plus simples et sont utilisés pour le traitement du centre. Si les côtés doivent être affûtés, choisissez les options dentelées ou épinglées.
-
Spirale auto-centrante.
-
Levier... Ce type est caractérisé par une bielle à entraînement hydraulique. Le produit bénéficie d'une demande accrue dans les petites industries.
-
En forme de coin... Il ressemble à un levier, mais a une précision de centrage plus élevée.
-
Collet... Un tel assemblage ne peut fixer des échantillons que sous forme de tiges de petit diamètre. Malgré sa polyvalence réduite, il est apprécié pour son faible faux-rond, ce qui a un effet positif sur la qualité.
-
Forage - pour connecter la perceuse à la machine.
-
Mandrin de frettage... Il est utilisé sur les mêmes machines que la pince mais nécessite un ajustement par frettage.
-
Une alternative à la pince est le mandrin pneumatique hydraulique. Les mandrins de tour saisissent l'outil sous la pression du fluide de travail, donc moins de force est nécessaire pour saisir solidement l'outil.


Examinons de plus près la structure et les caractéristiques de certaines des variétés populaires.
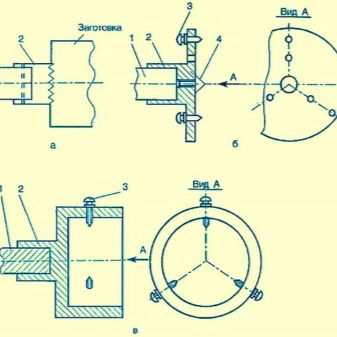
Collet
Un rôle important est joué par le manchon métallique, divisé en trois, quatre ou six parties. Leur nombre détermine le diamètre maximum de la pièce à fixer.
De par leur conception, ils peuvent être divisés en deux types : les pinces d'alimentation et les pinces de serrage. Ils sont constitués d'une douille en acier trempé avec trois découpes non perforées, dont les extrémités sont pressées ensemble pour former un pétale. Les pinces d'éjection sont à ressort et varient d'un modèle à l'autre.

Au fur et à mesure que la pince se déplace dans le mandrin, la rainure se rétrécit, l'adhérence du dispositif de retenue et de la pièce augmente.
Pour cette raison, ce type de mandrin est souvent utilisé pour la reprise de pièces déjà usinées. Si le type de pièce ne correspond pas à la forme de la pince, les artisans ont recours à des inserts remplaçables.

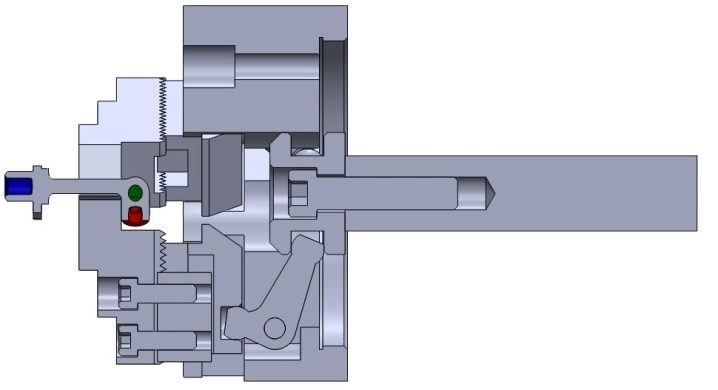
Levier
Au cœur de la conception de cet appareil se trouve un levier à deux bras qui entraîne les supports et les pinces. Chacun d'eux a un nombre différent de cames. Cette fonctionnalité vous permet d'usiner des pièces avec des géométries complexes. Le mandrin sur les tours prend plus de temps pour les travaux auxiliaires, ce qui réduit la productivité.C'est néanmoins un outil adapté à la fabrication à la commande dans les petites usines.

Ce type de machine peut être réglé avec une clé (qui déplace les cames en même temps)... La position de chaque pièce peut également être ajustée indépendamment.
Une fois la pièce serrée, un produit de type levier est généralement choisi pour l'ébauche, car le moindre jeu peut affecter la forme de la future pièce.
Coin
Le mandrin à coin pour tours est une version plus avancée de la conception à levier. Plusieurs variateurs indépendants permettent de régler la position des pinces. Ainsi, les pièces aux géométries complexes peuvent être serrées et tournées dans n'importe quelle direction. Entre autres:
-
vous pouvez traiter des produits avec une petite erreur et des formes précises ;
-
une force uniforme est appliquée à chaque came ;
-
fixation de haute qualité à grande vitesse.


Cependant, la complexité de l'installation et le temps d'installation avant le travail sont considérablement augmentés. Dans de nombreux cas, les mandrins de tour ont des modèles de serrage spéciaux adaptés pour fonctionner avec des appareils CNC.
Par le nombre de cames
Les produits décrits ci-dessous sont les plus demandés.
-
Deux caméras... Ces mandrins ont deux cylindres, d'un côté, avec une vis entre les cames ou une transmission mécanique. Si l'écart est décalé vers la pièce, l'axe central sera également décalé.
-
Trois caméras... Ils sont entraînés par un engrenage et permettent une fixation rapide des pièces sans réajustements fastidieux. Le centrage se fait à l'aide d'épaulements coniques ou cylindriques.
-
Quatre caméras... Il est fixé par des vis et est complètement autonome, leurs axes sont dans le plan du disque. Ce type de mandrin de tour nécessite un centrage soigné.
-
Six-cam... Ces cartouches ont une faible force d'écrasement et la force de compression est uniformément répartie. Il existe deux types de cames : les cames intégrales et les cames assemblées. Ils ne sont pas très populaires et vous ne pouvez les acheter qu'en pré-commandant.


Par type de pince
La mâchoire du mandrin est divisée en une came avant et une came arrière. Cela n'a pratiquement aucun effet significatif sur les performances.
C'est peut-être la conception la plus populaire. Le mécanisme fonctionne en déplaçant la came et la pince à l'aide d'un levier à deux bras.


Classe de précision
Il existe 4 classes de précision au total :
-
h - précision normale;
-
n - augmenté;
-
b - élevé;
-
a - particulièrement haute précision.

Selon l'application, le matériau du corps du mandrin peut être sélectionné :
-
fonte sc30;
-
acier ≥ 500 MPa ;
-
Métaux non-ferreux.

Dimensions (modifier)
Il existe au total 10 tailles de mandrin de tour standard : 8, 10, 12, 16, 20, 25, 31,5, 40, 50 et 63 cm.


Aperçu des fabricants
Sur le marché moderne, l'allemand Rohm et polir Bison-Bial, qui ont également des usines pour la production d'équipements techniques, d'outils et de machines-outils. Bien qu'ils soient très chers, produire quoi que ce soit sans tourner les mandrins est maintenant tout simplement impensable.


Et aussi les cartouches du fabricant biélorusse "Belmash" sont très populaires dans la CEI.

Que considérer lors du choix?
Une mauvaise conception peut entraîner une augmentation du nombre de produits défectueux et de pannes de machines. Selon GOST, les points suivants doivent être pris en compte lors de la connexion.
-
Type de montage sur l'arbre de broche. Des sangles de centrage, des brides, des pinces à came et des rondelles pivotantes peuvent être utilisées pour la fixation.
-
Il y a une limite de fréquence... Considérez la vitesse maximale à laquelle le mandrin de tour fonctionnera.
-
Nombre de mâchoires, type de mâchoire (montée en surface ou combinée), dureté et méthode de serrage, type de mouvement - tout ceci détermine les performances de la pince et le temps nécessaire à son réajustement.

Comment le faire soi-même ?
Pensez à l'avance à la manière dont le produit sera fixé sur la machine et, si nécessaire, fabriquez ou achetez une douille filetée. Ensuite, vous pouvez continuer.
-
Sur la plaque existante, marquez un cercle et deux axes passant par son centre et se coupant à un angle de 90 degrés.
-
Utilisez une scie sauteuse pour découper la lunette au niveau de la marque et poncez-la bien.
-
Le long de l'axe résultant, des rainures sont découpées à quelques centimètres du centre et à deux à trois centimètres du bord.
-
Sciez le coin en quatre morceaux égaux et percez un trou de chaque côté avec le même foret.
-
Enfilez un filetage M8 dans la deuxième bande d'angle et vissez le boulon.
-
Monter la douille filetée pour le montage de l'arbre.
-
Fixez le support à la lunette avec des boulons et des rondelles.
-
La dernière étape consiste à installer le mandrin sur le tour.

Pour fixer la pièce dans ce mandrin fait maison, l'angle est déplacé et fixé en serrant l'écrou, et enfin la pièce est serrée avec une vis vissée dans le filetage.
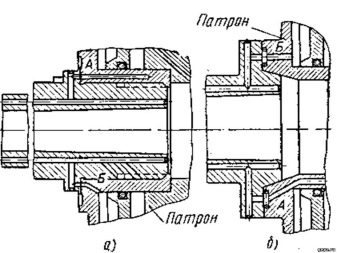
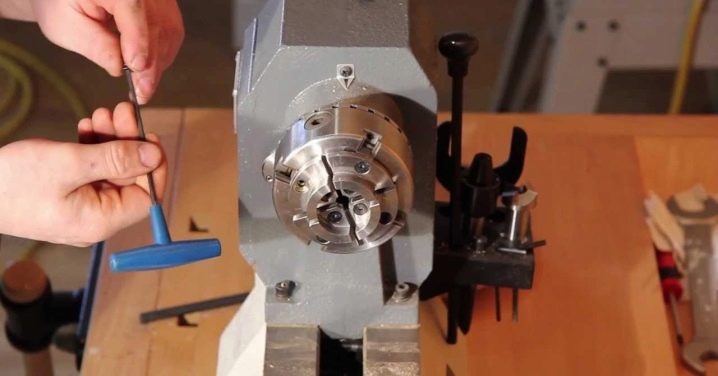
Comment installer et supprimer correctement?
La machine peut être équipée de mandrins filetés ou à bride, tout dépend de sa taille. Le premier type peut être utilisé sur des mini machines. Le mandrin fileté n'est pas très lourd, donc l'assemblage n'est pas un problème, il suffit d'aligner les pièces filetées et de les visser ensemble. Cela peut être fait par une seule personne sans l'utilisation d'outils.
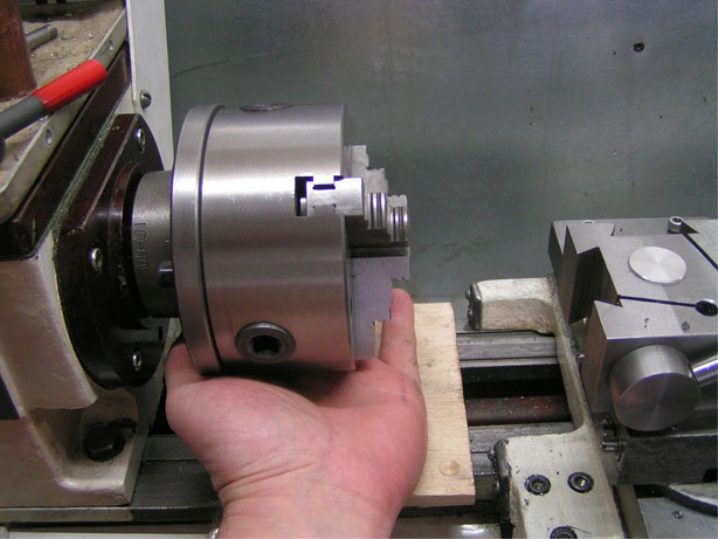
La version à bride du mandrin peut peser plus de 20 kg. Le type le plus populaire est la rondelle pivotante montée sous la broche.


L'installation se fait en plusieurs étapes.
-
Tout d'abord, vérifiez l'état du mandrin et de la broche et corrigez les défauts. Le faux-rond de la broche ne doit pas dépasser 3 microns.
-
La machine est mise au point mort.... Ensuite, la cartouche est installée sur la base de montage. Maintenant, vous devez centrer le mandrin.
-
Installez l'étrier sur la broche à une distance d'environ 1 cm, en alignant les goujons avec les trous de la bride. Ensuite, la contre-pointe est introduite dans le mandrin, le guide s'étend sur toute la longueur entre les cames, puis il est serré.
-
Dans l'étape suivante, le mandrin est poussé sur la broche (la goupille est insérée dans le trou de la bride) et le fourreau est étendu - manchon de poupée mobile.
-
Ensuite, la came est relâchée, la contre-pointe se rétracte et les écrous sont serrés. À la fin des travaux, vérifiez le faux-rond de la face d'extrémité.

Ensuite, nous verrons comment retirer le mandrin d'une machine à bois automatique.
-
Après avoir retiré la came à l'avance, placez le guide le plus en avant possible par rapport au mandrin. Fixez la contre-pointe.
-
Ensuite, les écrous qui maintiennent le mandrin en place sont retirés un par un. Pour ce faire, il est nécessaire de régler le levier de vitesses sur la rotation minimale afin d'éviter de changer la position du mandrin.
-
Après avoir desserré le premier écrou tourner le levier à grande vitesse, et tournez le mandrin dans la position souhaitée.
-
Tirez dans la plume, et détacher lentement le mandrin de la bride de la broche.
-
Si la cartouche pèse beaucoup, elle doit être posée sur une sorte de support, puis relâcher la came et retirer le guide de son logement. C'est tout, le travail est terminé.
Le respect des règles de réglage et d'exploitation des machines garantit la qualité des résultats du traitement des pièces et garantit un fonctionnement sans problème à long terme de la machine.
Conseils d'utilisation
L'utilisation correcte du tour comprend les éléments suivants.
-
Nettoyage régulier l'équipement et l'élimination régulière des copeaux aideront à minimiser les temps d'arrêt, les pannes et les rebuts pendant le tournage. Si la maintenance n'est pas effectuée régulièrement, les pannes d'équipement peuvent augmenter considérablement, la durabilité peut être réduite et les coûts de production peuvent augmenter.
-
Pour éviter une panne de l'équipement, vous devez vérifier régulièrement l'état des arêtes de coupe et des dos des outils de travail, affûtez ou remplacez rapidement les outils émoussés.
-
Tous les composants dont vous avez besointels que l'huile, le liquide de refroidissement, les outils, les accessoires de tour et les fixations, doit être de la qualité appropriée et de la marque spécifiée.
-
Remplacement des pièces et outillages défectueux, élimination des dysfonctionnements simples.













Le commentaire a été envoyé avec succès.