Tout sur les tours à décolleter

Tout savoir sur les tours à décoller est très utile pour organiser un atelier à domicile ou une petite entreprise. Il est nécessaire de comprendre les caractéristiques de l'appareil, avec les unités principales et le but des machines avec et sans CNC. En plus de ce que c'est en général, vous devrez étudier les modèles de bureau universels et d'autres options, les particularités de travailler avec eux.
Ce que c'est?
Tout tour à décolleter est conçu pour le traitement de l'acier, de la fonte et d'autres pièces. Cette procédure est appelée coupe par des spécialistes. De tels appareils vous permettent de meuler et de meuler des pièces. Ils forment avec succès les rainures et élaborent les extrémités. En outre, le but du tour de décolletage comprend :
- forage;
- fraisage;
- déploiement d'ouvertures et de passerelles ;
- effectuer un certain nombre d'autres manipulations.
Le principe général de l'appareil est extrêmement simple. La pièce à usiner est serrée horizontalement. Il se met à tourner à un moment donné. Avec ce mouvement, la fraise enlève le matériel inutile. Mais l'apparente simplicité de la description ne permet pas d'ignorer l'assez grande complexité d'exécution.


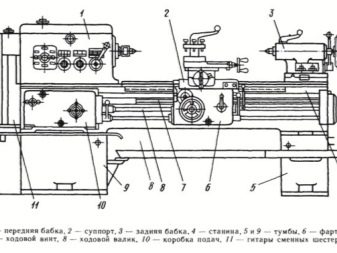
Un tour à décolleter ne peut fonctionner en toute confiance que s'il est assemblé très soigneusement à partir d'éléments bien assemblés. Les principaux nœuds du schéma d'un tel appareil sont:
- Support;
- grand-mère têtue;
- lit;
- tête de broche;
- partie électrique;
- arbre de course ;
- guitares à engrenages;
- la case chargée du classement ;
- vis sans fin.
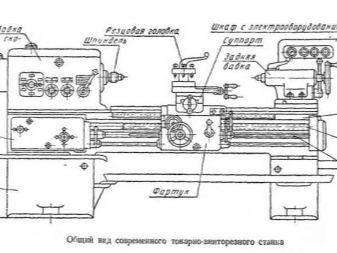
Malgré la structure plutôt calibrée basée sur des pièces typiques, les machines spécifiques peuvent varier considérablement. Beaucoup dépend de la précision pendant le fonctionnement. La poupée fixe (alias frontale) empêche le mouvement de la pièce en cours de traitement. Il transmet également une impulsion de rotation de l'entraînement électrique. C'est dans la partie intérieure que l'ensemble de broche est caché - pourquoi, en fait, il est ainsi nommé.
A persistant, c'est aussi un dos, la poupée permet de fixer la pièce. Le rôle du coulisseau est de déplacer le porte-outil (avec l'outil de travail lui-même) dans les plans longitudinal et transversal par rapport à l'axe de la machine. Le bloc étrier est toujours plus grand que le reste des pièces. Le porte-outil est sélectionné en fonction de la catégorie de l'appareil.
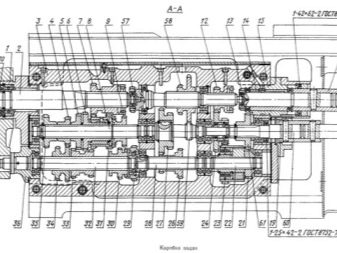
La boîte de vitesses affecte la transmission des impulsions à toutes les pièces, et donc le fonctionnement du système en général.


De tels boîtiers peuvent être intégrés aux corps de la poupée ou être situés dans des parties séparées du corps. Le tempo est ajusté pas à pas ou en mode continu, qui est prédéterminé par les nuances du design. Le maillon principal de la boîte sont les engrenages. Il comprend également une transmission à courroie trapézoïdale et un moteur électrique avec marche arrière. De plus, il convient de mentionner l'embrayage et la poignée pour changer la vitesse.
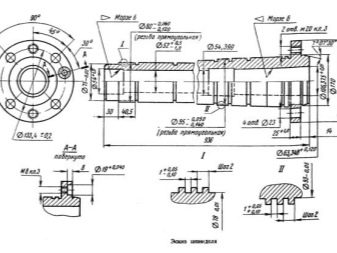
La broche peut être considérée comme un élément extrêmement important. Il s'agit d'une pièce avec une configuration d'arbre technique et dispose d'un canal conique pour maintenir les pièces. Il est certainement solide et durable, car il est fabriqué à partir d'une variété sélectionnée d'alliages d'acier. L'approche traditionaliste implique l'utilisation de roulements de haute précision dans la conception de l'élément de broche. Une cavité conique à l'extrémité est nécessaire pour placer une barre, ce qui permet parfois un défonçage de la partie centrale.
Le banc d'un tour de décolletage est obtenu par coulée à partir de fonte. Pour travailler les rainures, au besoin, utilisez un outil de marquage, des matrices, des outils de coupe et d'autres appareils. Les unités de contrôle contiennent une variété de clés et de poignées, y compris celles qui vous permettent de régler l'étrier. Les modèles avec CNC sont plus compliqués que les classiques, mais ils peuvent effectuer des manipulations inaccessibles pour ceux-ci et agir dans certains cas sans l'aide d'un opérateur. Il convient de souligner le rôle du tablier - à l'intérieur, il y a des mécanismes qui convertissent la rotation de l'ensemble à vis et de l'arbre technique en mouvement vers l'avant de l'appareil de support.

Aperçu des espèces
En masse
Le tour à vis peut être utilisé dans les entreprises privées locales, pour les besoins des ménages. Ces modèles sont généralement relativement légers. Les gros et lourds véhicules sont principalement destinés à la production industrielle. Les appareils ne pesant pas plus de 500 kg sont considérés comme légers.
Les équipements de taille moyenne jouent un rôle important dans l'industrie. Il pèse jusqu'à 15 000 kg. Les plus gros dessins industriels pèsent entre 15 et 400 tonnes. Dans ce cas, un niveau élevé de précision n'est généralement pas rencontré car les tolérances ne sont plus aussi importantes.
Des équipements très puissants sont installés dans les grandes usines et usines, mais ils ne sont pas utilisés dans le segment des ménages.


Par la longueur maximale de la pièce
Fondamentalement, les machines légères interagissent avec des pièces ne dépassant pas 50 cm de diamètre. Les équipements de niveau moyen peuvent traiter des pièces jusqu'à 125 cm de long. La longueur de pièce la plus longue est prédéterminée par la distance entre les points centraux de la machine. Avec la même section transversale, les machines sont capables de travailler des structures longues et relativement courtes. La répartition sur le plus grand diamètre des pièces est particulièrement importante - de 10 à 400 cm, il n'y a donc pas de machines universelles travaillant avec des pièces de toute section.


Par performances
Un point important dans la classification des équipements de décolletage est leur productivité technique. Il est d'usage d'allouer des appareils pour :
-
production à petite échelle;
-
séries moyennes;
-
production de convoyeurs à grande échelle.
Les marques de tours de décolletage sont assez diverses. Ils sont produits dans de nombreux pays. De plus, certains équipements ont été activement utilisés depuis l'époque de l'URSS et n'ont pas encore perdu de leur pertinence. Lorsque vous vous familiarisez avec la description de la technique, il est important de savoir si elle est conçue pour un montage sur bureau ou au sol, quelles sont les caractéristiques de l'installation en général. Quant aux machines CNC, il ne s'agit pratiquement pas d'une solution alternative - même pour un usage domestique, les équipements "purement manuels" sont extrêmement rarement utilisés.


Top Modèles
Il convient de commencer l'examen par "Calibre STMN-550/350"... Bien qu'un tel appareil soit léger, il existe des possibilités assez sérieuses dans son corps compact. En le collectant et en le configurant conformément aux instructions, vous pouvez garantir l'exactitude du travail. Un service technique est requis toutes les 50 heures de fonctionnement. Principales caractéristiques:
- distance entre les centres 35 cm;
- section de la pièce sur le lit jusqu'à 18 cm;
- poids total 40 kg;
- le nombre de tours - 2500 par minute;
- pieds en caoutchouc dans l'ensemble de base;
- poignées en plastique;
- Cône morse n°2.



Pour la ferronnerie simple, vous pouvez également utiliser la machine Kraton MML 01. Cet appareil est hautement maintenable. Le problème est l'utilisation d'engrenages en plastique. En les remplaçant par de la fonte, vous ne pouvez pas avoir peur des conséquences d'une utilisation imprudente. Il y aura une distance de 30 cm entre les centres et la masse de l'appareil est de 38 kg; il évolue de 50 à 2500 tr/min en 60 secondes.
En plus du métal, le produit Kraton convient au plastique et au bois. Les concepteurs ont prévu le rétroéclairage. Un jeu d'engrenages interchangeables vous permet de couper des filetages métriques. Grâce à la glissière pivotante, l'affûtage conique des pièces est disponible.
La course transversale du toboggan est de 6,5 cm.


Une alternative peut être envisagée "Corvette 402". Il s'agit d'un tour léger décent avec des composants particulièrement de haute qualité. Le moteur monophasé a une puissance de 750 W. L'écart entre les centres est de 50 cm, la section de la pièce au-dessus du lit est de 22 cm et la masse de l'appareil est de 105 kg; il peut développer de 100 à 1800 tours par minute dans 6 modes de vitesse différents.
Particularités :
- le moteur électrique est réalisé selon un schéma asynchrone ;
- l'inverse de la torsion de la broche est prévu ;
- grâce au démarreur magnétique, la mise en marche spontanée après une panne de courant est exclue ;
- l'appareil est équipé d'une palette ;
- le cône de broche est fabriqué selon le schéma Morse-3;
- en 1 passage, vous pouvez moudre jusqu'à 0,03 cm ;
- mouvements des étriers croisés et pivotants - 11 et 5,5 cm, respectivement;
- faux-rond de la broche 0,001 cm.



Proma SKF-800 peut également être considérée comme une solution décente pour organiser un atelier à la maison. Le modèle est conçu pour fonctionner avec de très grandes pièces. Une paire de moteurs triphasés fournit un couple puissant. Paramètres principaux :
- longueur de tournage 75 cm;
- diamètre de la pièce au-dessus du lit - 42 cm;
- poids total 230 kg;
- broche avec un trou traversant de 2,8 cm;
- filetage en pouces de 4 à 120 filets;
- obtenir un fil métrique de 0,02 à 0,6 cm ;
- coup de plume - 7 cm;
- consommation actuelle - 0,55 kW;
- tension de fonctionnement - 400 V.



Le MetalMaster X32100 mérite également d'être examiné de plus près. Il s'agit d'un tour à vis universel avec affichage numérique. Un indicateur de fil est également fourni. L'appareil fonctionne bien avec les alliages ferreux et non ferreux. Portée de la plume - 10 cm, 18 vitesses de travail sont fournies.
Autres paramètres :
- le toboggan transversal fait 13 cm ;
- la pompe à eau consomme 0,04 kW et fonctionne à partir d'un réseau domestique ;
- la machine elle-même fonctionne à une tension de 380 V et consomme 1,5 kW de courant;
- le poids net est de 620 kg;
- une alimentation automatique dans les plans longitudinal et transversal est assurée.



Dans la production industrielle mérite l'attention Stalex GH-1430B... Cette machine a un entraxe de 75 cm, pèse 510 kg et est capable de vitesses de 70 à 2000 tours. La livraison de base comprend une paire de lunette et une paire de centres non rotatifs.
Les engrenages sont en acier trempé de qualité supérieure.


Il est approprié de terminer l'examen sur le modèle Jet GH-2040 ZH DRO RFS. Cette machine est équipée d'un moteur de 12 kW. Le trou traversant de la broche est de 8 cm.La torsion est maintenue à des vitesses très différentes (24 positions de 9 à 1600 tr/min). Le fabricant lui-même souligne le respect des exigences particulières en matière de précision et de rapidité de traitement des matériaux.


Que considérer lors du choix?
Dans la grande majorité des cas, le choix d'un atelier à domicile se fait en faveur de modèles universels. Ils ne diffèrent pas par leurs caractéristiques techniques élevées, cependant, ils sont de conception simple et peuvent traiter 1 à 2 pièces sur une base non série. Toutes les manipulations se font manuellement. La qualité du traitement et sa précision ne seront pas très élevées.
Il faut garder à l'esprit que de plus en plus souvent, sous le nom de "machine universelle", ils vendent une technologie CNC simple et une exécution directe du banc. Ils vous permettent d'appliquer des programmes de contrôle. Les systèmes CNC remplacent activement les anciens modèles universels. Mais même parmi les échantillons obsolètes, il y a une division. Ainsi, les copieurs et les machines semi-automatiques sont capables de traiter des pièces de formes complexes ; les exemples modernes de ce genre ont un système de contrôle.


Plus il y a d'incisives, plus l'appareil est productif. La technologie de tournage multi-fraise CNC est adaptée à des opérations spécifiques. Il est principalement utilisé pour les lignes de production de différentes tailles. Dans tous les cas, vous devez faire attention à :
- dimensions des pièces traitées;
- niveau de précision;
- tolérances de traitement;
- types de métaux traités;
- hauteur des postes de travail
- diamètre du mandrin ;
- type de lit (droit ou incliné);
- type de cartouche;
- ensemble complet;
- avis sur le modèle.


Lors de l'utilisation d'un certain nombre de fluides de lubrification et de refroidissement modernes, une protection contre eux est impérative. Tout fabricant responsable le prévoit. Les décolleteuses sont sélectionnées en tenant compte du nombre de manipulations de travail et de leur type. Il ne faut pas oublier la longueur et le diamètre des pièces. Plus le banc de la machine est solide, plus il est fiable ; cependant, un appareil trop lourd pour être utilisé à la maison n'en vaut pas la peine. La connexion par soudage est préférée au boulonnage.
De plus, ils font attention à :
- méthodes de connexion;
- paramètres d'alimentation;
- le niveau de jeu (ou son absence) ;
avis de spécialistes.


Comment travailler
Souvent, un tour à décolleter est utilisé pour usiner les surfaces cylindriques extérieures. Un travail similaire est effectué avec des fraises de passage. La pièce est fixée dans l'attente d'un porte-à-faux suffisamment grand. On pense que le surplomb de 7 à 12 mm sur la longueur de la pièce est suffisant pour traiter les extrémités et couper la pièce. La vitesse de rotation de la broche et la profondeur de coupe de la pièce sont prescrites dans l'organigramme.
La profondeur de coupe est ajustée à l'aide de la molette d'avance croisée. Après le tournage, dans de nombreux cas, l'extrémité de la pièce est coupée avec divers couteaux. Il est nécessaire de conduire le coupeur de passe ou de marquage jusqu'à ce qu'il touche l'extrémité. Ensuite, il est enlevé et le chariot est déplacé de quelques millimètres vers la gauche. En déplaçant l'outil transversalement, une couche de métal est retirée de l'extrémité.

Sur les petits rebords, vous pouvez meuler et couper le métal avec un seul couteau persistant. Les rainures extérieures sont réalisées à l'aide de fraises à fente. Le travail à ce moment devrait être 4 à 5 fois plus lent que lors de la coupe des extrémités. L'incisive est guidée proprement, sans trop d'effort, toujours dans le plan transversal. Le cadran latéral permet de régler la profondeur de la rainure.
Les pièces sont découpées selon la même méthode que pour le rainurage. Les travaux sont terminés dès que l'épaisseur du linteau est réduite à 2 - 3 mm. De plus, en éteignant la machine, cassez la partie libérée de la fraise.


Fonctionnalités de configuration
Une mise en service et un réglage corrects sont effectués en tenant compte des nuances du processus technologique. Lorsque la machine est mise en place, 2 ou 3 pièces sont usinées. Selon eux, ils vérifient comment les paramètres spécifiés dans le dessin sont respectés. En cas de discordance, un réajustement est effectué. Une partie importante du processus de configuration consiste à déterminer les caractéristiques de l'installation et de la fixation des pièces dans les machines-outils.
Si les sommets des centres ne sont pas alignés, l'alignement est assuré en déplaçant la contre-pointe. Ensuite, une cartouche de pilote est placée. Ensuite, la fraise est sélectionnée et réglée exactement le long de la hauteur de l'axe. Les tampons doivent avoir des surfaces parallèles avec une finition décente.
Vous ne pouvez pas utiliser plus de deux pads.


Le placement de la pointe de coupe le long de la hauteur du centre est spécialement vérifié. Pour le contrôle, la fraise est amenée au centre préalablement vérifié pour la hauteur. Le centre lui-même doit être installé dans le fourreau de la contre-pointe. La section en saillie doit être plus courte - au maximum 1,5 fois la hauteur de la tige. Un porte-à-faux trop important de la fraise provoque des vibrations et ne permet pas de travailler efficacement ; l'outil doit être solidement fixé dans le porte-outil avec au moins quelques boulons bien serrés.
Les pièces rondes doivent être serrées dans un mandrin à trois mors auto-centrant. Mais si la longueur de la pièce est supérieure à 4 fois le diamètre, il faut prendre un mandrin avec un centre de serrage ou utiliser des machines d'usinage avec un mandrin d'entraînement. Les pièces courtes non circulaires sont montées à l'aide d'une plaque frontale ou d'un mandrin à quatre mors. Les barres et autres pièces longues et de petit diamètre passent par des passages dans la broche. Lors du réglage du mode de coupe, l'attention principale est accordée à la vitesse du mouvement principal et à la profondeur de la coupe; vous devrez également ajuster l'alimentation.


Sécurité au travail
Lors de la connexion même de la machine la plus simple, vous devrez utiliser des dispositifs pour protéger les équipements électriques. Le schéma est sélectionné en tenant compte des points d'ingénierie de base. Le fonctionnement indépendant du tour à décoller n'est autorisé qu'à l'âge de 17 ans. Avant l'admission, vous devrez être instruit sur la protection du travail. De plus, vous devriez être testé pour les contre-indications; pendant le travail lui-même, le mode de travail et de repos, l'horaire des pauses doit être strictement respecté.
Vous devez travailler sur un tour à décolleter en combinaison en coton ou en semi-salopette. De plus, vous aurez besoin de bottes en cuir et de lunettes spéciales. Même les travailleurs les plus prudents et les plus ordonnés devraient garder une trousse de premiers soins prête à faire face aux conséquences d'une blessure. Les moyens d'extinction primaires doivent être conservés dans les ateliers.
En cas d'accident, la direction et les services d'urgence en sont immédiatement informés.


Le lieu de travail doit rester propre. Strictement interdite:
- allumer la machine en cas de bris de terre, en cas de dysfonctionnement des barrières et des verrouillages ;
- entrer dans les limites délimitées par la clôture;
- enlever cette clôture (sauf pour réparation par des services compétents) ;
- commencer le travail sans vérifier le bon fonctionnement de la machine ;
- utiliser un éclairage non réglementé de la zone de travail ;
- faire fonctionner la machine sans lubrification ;
- travailler sans coiffe;
- toucher des pièces mobiles pendant le travail;
- compter sur la machine (cela ne s'applique pas seulement aux travailleurs);
- continuer à travailler en cas de vibration ;
- permettre l'enroulement de copeaux sur des pièces ou des fraises.
Tous les copeaux résultants doivent être dirigés strictement loin de vous. Même pendant la plus courte interruption de travail, la machine doit être arrêtée et mise hors tension. Une déconnexion du secteur sera également nécessaire en cas de panne de courant. Dans un état hors tension, la machine est retirée, nettoyée et lubrifiée. De la même manière, la déconnexion est effectuée avant de serrer les fixations.

Il est interdit de travailler sur du matériel de décolletage avec des gants ou des moufles. Si vos doigts sont bandés, vous devrez utiliser des bouts de doigts en caoutchouc. Les pièces à usiner ne doivent pas être soufflées à l'air comprimé. Le freinage manuel de pièces de l'équipement n'est pas autorisé. De plus, vous ne pouvez rien mesurer en cours de route, vérifier la propreté, rectifier des pièces.
Lorsque les travaux sont terminés, les machines et les moteurs électriques sont éteints, les postes de travail sont remis en ordre. Toutes les pièces et outils utilisés sont placés à certains endroits. Les pièces frottantes sont lubrifiées avec la fréquence prescrite dans les instructions. Tous les problèmes sont signalés à la direction immédiatement, dans les cas extrêmes - après la fin du quart de travail. Sinon, il suffit de suivre les instructions de la fiche technique et les recommandations du fabricant.














Le commentaire a été envoyé avec succès.