Qu'est-ce qu'un profilé en aluminium anodisé et à quoi sert-il ?
L'article décrit ce qu'est un profilé en aluminium anodisé. Il est indiqué ce qu'est l'anodisation et comment cette manipulation technologique est effectuée. De plus, des informations sont fournies sur la manière dont les produits anodisés sont utilisés, là où ils sont demandés.
Ce que c'est?
Quiconque a bien étudié la chimie à l'école peut se rappeler que l'aluminium est naturellement recouvert d'un film mince. Il apparaît lorsque le métal entre en contact avec l'oxygène, ce qui signifie qu'il n'y a aucun moyen d'éviter son apparition. Parfois, des efforts particuliers sont faits pour débarrasser temporairement les produits métalliques de ce film, par exemple, avant le soudage. Cependant, les experts ont remarqué qu'une telle couche, avec les couches négatives, possède également certaines propriétés positives. À la suite de leurs recherches, il a été possible de créer un produit tel qu'un profilé en aluminium anodisé.
Le revêtement de surface est plus dur que le métal pur et même la plupart de ses alliages utilisés dans la vie quotidienne. Le niveau de résistance à l'usure est également plus élevé. Un autre avantage important est la facilité d'utilisation des colorants à base organique, car le film contient de nombreux pores. Cette circonstance est importante pour les produits intégrés et individuels qui sont conçus pour avoir un effet décoratif accru. Le processus d'application du film lui-même implique l'utilisation de processus électrochimiques (mais nous y reviendrons plus tard).
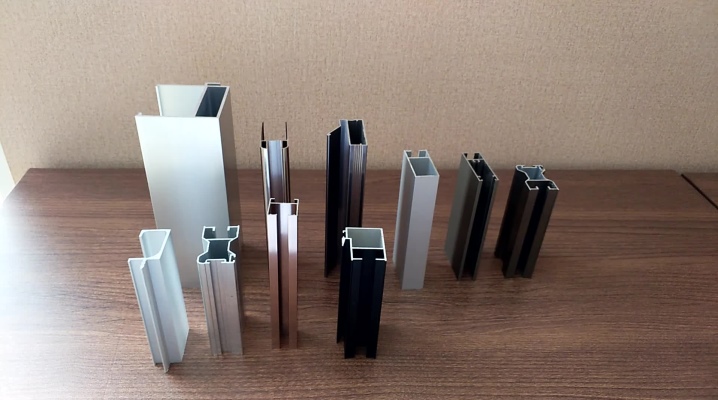
Dans de nombreux cas, le profil structurel anodisé a une finition argentée naturelle ou une finition noire sophistiquée - ce qui permet de déterminer presque toujours le fait de l'anodisation. Après un tel traitement, le matériau devient beaucoup plus durable et chimiquement stable. Les experts notent également que son utilisation est plus sûre que l'utilisation d'alliages traditionnels sans revêtement supplémentaire.

Il a été constaté que le profil anodisé est plus facile à maintenir propre et bien rangé. Il résiste parfaitement même aux effets d'une humidité élevée et d'autres facteurs défavorables.
Technologie de production
Le nom même "anodisation" est dû au fait que dans le processus de travail, la partie recouverte d'un film spécial s'avère être l'anode. L'écrasante majorité des technologues choisissent d'utiliser de l'acide sulfurique dilué comme milieu principal. Son degré de saturation peut atteindre 20 %. L'utilisation de courant continu est également généralement implicite. Sa force doit être de 1 à 2,5 A pour 1 dm2, tandis que lors de l'utilisation de courant alternatif, une force de 3 A pour 1 dm2 est nécessaire.

La température de travail standard atteint 20-22 degrés. Toute dérogation doit être motivée par des considérations particulières. Dans un bain de galvanoplastie spécial, les anodes (oui, elles sont généralement traitées en une seule fois en grand nombre pour accélérer et simplifier le processus) peuvent être fixées ou suspendues. Les appareils avec des charges électriques opposées sont généralement des plaques de plomb, bien que dans certains cas, des plaques d'aluminium de qualité réactive soient utilisées.
Important: la surface de la pièce et la surface de l'accessoire de travail doivent être les mêmes, sinon vous ne pouvez pas compter sur un bon effet.
Il n'est possible de réduire la couche d'électrolyte séparant les principaux outils et pièces que jusqu'à une certaine limite, sinon la qualité du travail diminue. Il faut comprendre que les points de fixation des pièces ne peuvent pas être recouverts d'une couche de protection.Ce point doit être négocié à l'avance. Les pendentifs ou pinces ne peuvent pas être retirés, ils le resteront jusqu'à la fin du processus.

Le temps d'anodisation est directement lié aux dimensions des pièces. Parfois, ils peuvent être recouverts d'un film protecteur en 15 minutes. Les articles plus volumineux prennent souvent jusqu'à 60 minutes à traiter. Lorsque les pièces sont sorties, elles sont lavées à l'eau courante. De plus, la neutralisation chimique est effectuée dans un bain spécial à l'aide d'ammoniac, puis un autre rinçage est nécessaire; parfois une finition auxiliaire est effectuée.
D'autres électrolytes peuvent être utilisés avec l'acide sulfurique. Les principes technologiques de base ne diffèrent pas, les changements ne concernent que :
- caractéristiques du courant fourni;
- la durée du processus;
- propriétés générales du revêtement.


Le traitement est effectué dans l'environnement :
- l'acide oxalique;
- orthophosphorique;
- chrome;
- électrolyte organique combiné.
Champ d'application
La tâche la plus importante qui est résolue lors de l'anodisation d'un profilé en aluminium est d'augmenter sa résistance aux influences environnementales défavorables. Par conséquent, ces produits sont demandés dans de nombreux domaines et sont souvent utilisés comme :
- éléments décoratifs dans les bâtiments et les structures;
- panneaux routiers;
- structures publicitaires;
- stands informatifs;
- cadres de bicyclettes;
- rampes;
- projecteurs;
- mains courantes;
- marches d'escaliers et escabeaux;
- les fauteuils;
- des aiguilles à tricoter;
- pièces de voitures et de véhicules;
- réflecteurs chauffants;
- pistons;
- cadres pour cloisons et écrans.
















Le commentaire a été envoyé avec succès.