Comment affûter une perceuse à métaux à la maison?

Quelle que soit la perceuse - même de haute qualité - après des centaines de cycles de perçage, elle devient plus terne, perdant l'affûtage parfait donné au produit lui-même en usine. Il ne percera pas un trou parfait et non déchiqueté tant que la perceuse ne sera pas affûtée à son ancienne netteté.
Quand aiguiser ?
L'affûtage des forets pour le métal est nécessaire dans les cas suivants.
- Saute du point marqué à l'aide du noyau.
- En essayant de percer sans marquer le futur trou, la perceuse n'attrape pas le point sélectionné avec la pointe de la pointe, mais « marche », quels que soient les efforts du maître.
- Il y a un battement, un cognement, un bruit pendant le forage, se transformant en un cliquetis à haute fréquence. Le cliquetis et les vibrations desserrent la perceuse (ou le marteau perforateur). Sur la mécanique cassée par des perceuses émoussées, vous ne pouvez pas percer avec des perceuses neuves, juste achetées : une nouvelle perceuse casse souvent à cause de cela.
- Surchauffe même après une minute de fonctionnement continu. La surchauffe de l'acier rapide entraînera une perte de ses propriétés de résistance (ténacité, dureté) et le produit ne conviendra qu'à la menuiserie et non au métal.
- Les particules métalliques se déchirent, les copeaux en spirale disparaissent.
Si un ou plusieurs signes sont trouvés, arrêtez immédiatement de percer et vérifiez la netteté de la pointe et des bords de la spirale.

Outils requis
Tous les outils sélectionnés, y compris ceux équipés d'un moteur électrique, doivent affûter les produits en acier (couteaux, perceuses, ciseaux, etc.). La deuxième exigence est de garder le foret à affûter dans le processus. La rapidité et l'efficacité avec lesquelles le foret affûte dépend du réglage de l'angle de meulage requis de la couche d'acier en excès depuis les bords de la pointe et de la vitesse de poussée du produit vers la meule. Les outils d'affûtage mécanisés vous permettent de mettre en état de marche une perceuse d'un diamètre de 3 à 19 mm en quelques minutes. Les forets hélicoïdaux sont affûtés sur des machines spéciales ou conventionnelles avec un moteur électrique et un système d'alimentation simple. Une telle machine peut être assemblée indépendamment dans un garage - il n'est pas nécessaire d'acheter des machines professionnelles; souvent, le redressement de la pointe de perçage est redressé avec une lime, une pierre à aiguiser ou un cercle.



bulgare
Le maître aura besoin, en plus de l'entraînement électrique lui-même, d'un étau dans lequel le produit tourné est serré.
La granulométrie de la meule est choisie de manière à ce que l'œil nu ne puisse pas voir les micro-sillons laissés par les grains de miettes de verre, qui broient le métal.

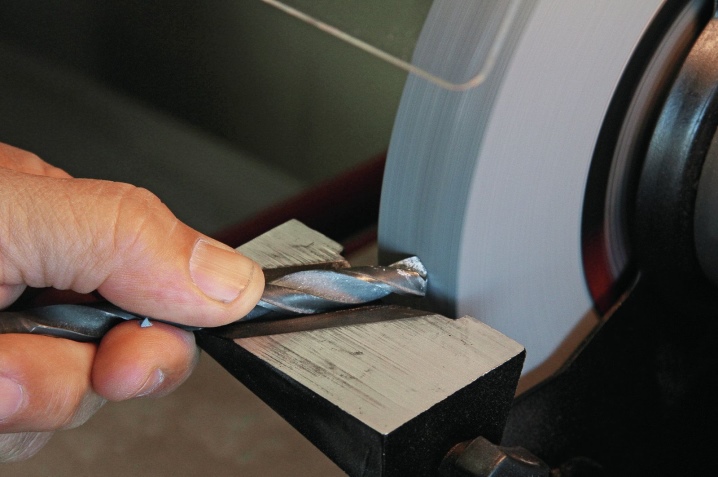
Pour faire tourner une perceuse avec une meuleuse, procédez comme suit :
- serrer la perceuse verticalement dans un étau;
- meuler le bord arrière pour éliminer les signes d'usure;
- meuler le tranchant à un angle de 120 °.
Ne maintenez pas la perceuse en continu pendant plus de deux secondes. Les séances courtes consistent à retirer des couches d'alliage fines, bien inférieures à 1 mm, du bord de travail. La perceuse est à nouveau prête à l'emploi.

Taille crayon
La meuleuse se distingue par sa vitesse d'utilisation, sa mobilité, mais le maître paie pour tourner avec son aide avec le risque de blessure. Même en mettant un couvercle de protection sur la meuleuse, il est possible que la meule se fissure, l'outil entraînera un court blocage à une vitesse de milliers de tours par seconde. L'affûteur réduit le risque de blessure dû à la fixation rigide de la machine elle-même. S'il est impossible de déterminer l'angle d'affûtage, un gabarit en plastique est appliqué, qui est appliqué sur la surface à meuler avant de commencer le meulage. Pour que le support ne glisse pas sur le côté, il est fixé avec un boulon. Pour activer la perceuse sur un affûteur, procédez comme suit.
- Clipsez la perceuse dans le support et allumez la machine.
- Déplacez les arêtes de coupe vers la meule à un angle de 120 °.
- S'il y a des encoches et des bosses sur la perceuse, meulez-les de tous les côtés. Ils perturbent l'alignement du produit et du foret, faisant vibrer ce dernier inutilement.
Forets de meulage de grand diamètre, en raison de l'augmentation de la capacité thermique totale, l'acier surchauffe, passant d'une vitesse élevée à une vitesse conventionnelle, inadaptée au perçage d'autres aciers.


Foret
Le foret vous permet de meuler des forets pour le métal. Le schéma d'action est le suivant.
- Installez l'adaptateur pour perceuses conventionnelles sur la perceuse. Sur une simple perceuse électrique, il est peu probable que cela soit nécessaire.
- Installez une perceuse dans le trou du diamètre souhaité.
- Démarrez la perceuse et rectifiez la perceuse d'un côté.
- Pour tourner le deuxième tranchant, tournez l'autre côté du foret à partir de la même extrémité.
Le foret n'affûtera qu'un foret légèrement émoussé.
Un produit avec des bosses et des encoches sur le tranchant ne peut pas être affûté avec une perceuse.
Mais en raison du coût relativement faible - par rapport à d'autres outils - les forets tournants sur une buse sont peu coûteux.




Fichier ou fichier
La lime n'est pas adaptée au traitement de l'acier rapide, qui se caractérise par une dureté accrue par rapport aux autres nuances et nuances d'aciers. Lors de l'utilisation de pierres brutes ou diamantées, il est difficile de maintenir à la main l'angle d'affûtage souhaité. Utilisez des appareils d'affûtage motorisés.

La technologie
Pour affûter une perceuse de haute qualité, certains appareils sont nécessaires. Qu'il s'agisse d'une petite ou d'une grande perceuse n'a pas d'importance - la technologie est la même : le travail principal est effectué par les arêtes de coupe à l'extrémité, et les arêtes latérales en spirale alignent le trou percé, détournant les copeaux dans les canaux en spirale.

La façon la plus simple d'affûter un foret est un manchon, son diamètre intérieur est égal en diamètre à la section du foret lui-même. Le manchon est fixé fermement à l'angle souhaité. Il est sélectionné de la manière suivante - la perceuse doit entrer clairement et avec effort dans le gabarit, sans dévier même d'un degré. Si le foret dévie, les bords incisifs ne récupéreront pas avec précision et finiront par "marcher" pendant le travail. Le manchon peut être complété par des tubes en métal non ferreux dont le diamètre intérieur est égal aux valeurs les plus courantes du diamètre du produit.

Des artisans particulièrement avertis rééquipent cet appareil avec un bloc de bois, percé avec des forets de différents diamètres.
Le gabarit comprend un outil pratique qui facilite l'alimentation du foret à la meule pour l'affûtage et ne permet pas au produit de se déplacer dans la direction opposée. Plus le type de bois à partir duquel la barre est fabriquée est dur, plus l'angle est défini avec précision: par exemple, le maître utilise une barre en chêne pour alimenter le foret, tandis que le pivotement du foret pendant l'affûtage est exclu, son pivotement est exclu. La machine - par exemple, la même pierre à aiguiser - peut être faite maison: l'essentiel est que la pierre à aiguiser ne soit pas centrée, ne vibre pas pendant le fonctionnement.

Angle correct
L'angle est déterminé par le type d'acier ou autre métal (ou alliage) dans lequel les trous sont percés. Plus la dureté du métal ou de l'alliage est faible, plus l'angle d'affûtage est grand. Ainsi, pour l'acier, la fonte et le bronze, dont les pièces doivent être percées, l'angle d'affûtage atteint 120 °, pour le plastique et les métaux alcalins mous tels que le magnésium - 85 °.


Mais pour le verre et le grès cérame, l'angle est encore plus bête - 135°, il en va de même pour le bronze tendre et les alliages d'aluminium.
Toute espèce d'arbre nécessite 130°. 115° est suffisant pour l'inox. Le fait est qu'un métal facilement cédant forme plus de copeaux en peu de temps, un frottement excessif se produit, la pointe du foret chauffe plus et plus rapidement. Et une chaleur excessive l'émousse - même l'acier trempé à partir duquel le foret est fabriqué est trempé lorsqu'il est chauffé. L'acier du produit perd de sa dureté et commence à s'émouvoir plutôt.

Débogage
Il est possible d'apporter une perceuse reconstructible à la maison sur des meules spéciales qui combinent le meulage grossier de l'acier rapide avec de l'acier à grain fin. Ces disques contiennent une charge relativement douce qui élimine les rayures, les encoches et les entailles rugueuses du travail. Ils sont éliminés sans modifier la forme des arêtes de coupe. Ces disques sont placés sur une meuleuse ou une perceuse, et la perceuse est serrée sur une pince séparée ou dans un étau. Si le traitement avec les meules s'est avéré rugueux, le produit lui-même est broyé avec une meule d'émeri rotative.

Examen
Un contrôle rapide de l'affûtage correct est réalisé au moyen d'un gabarit spécial qui mesure la longueur des arêtes de coupe, l'emplacement de la pointe, l'angle du biseau des canaux de sortie sur le foret et la valeur de l'angle de l'axe longitudinal bord.

Saper
Si le foret de 10 mm du maître est émoussé, le produit est affûté du côté du bord d'attaque. La tâche consiste à augmenter l'angle du bord de coupe et à réduire le biseau du bord d'attaque, en rétrécissant le bord transversal.
Ce dernier permettra de racler plus activement le métal ou l'alliage de la pièce au centre du trou.
Cela empêche la rupture accélérée des plus petits grains d'acier de la pointe, ce qui signifie qu'il prolonge la durée de vie du foret, permet de forer plus vite et plus. Le produit est en outre meulé à un petit angle de dépouille, ce qui réduit la force de frottement dans les trous découpés.


Recommandations
Les perceuses ordinaires sont affûtées de leurs propres mains sur un simple affûteur, une scie avec un grand disque de meulage, une meuleuse ou une perceuse avec une buse. Mais pour les couronnes, une machine spéciale peut être nécessaire. Le fait est que la couronne a un axe - le foret principal, qui est un produit courant. Et s'il s'affûte de manière simple, le bord dentelé en forme de scie de la couronne nécessitera des conditions de machine. Il en est de même pour les forets à étages coniques.

N'affûtez pas les forets sans couvercle de protection et écran - la dispersion de la poussière d'acier est dangereuse pour les yeux. Lésions multiples de l'œil, son colmatage par les copeaux se heurte à des difficultés dans leur extraction.
Dans le pire des cas, en raison d'une intoxication à l'acier qui rouille dans un environnement salé, une personne le perdra facilement. Attention à ne pas percer le plafond sans casque - les copeaux qui tombent tombent également dans les yeux non protégés.
Obtenez le bon angle pour votre contre-dépouille. Un foret trop "plat" ne percera pas l'acier, trop "raide" - bois, aluminium, bronze, magnésium, plastique. Un angle incorrect fera soit bouger la perceuse et le trou se déplacera, soit elle se bloquera et se cassera.
Ne pas percer avec de l'acier rapide ordinaire dans le verre, le grès cérame, le granit, la céramique, l'argile à haute résistance. Pour ces matériaux, il y a ce qu'on appelle des gains. L'alliage Pobeditovy surpasse de manière significative la résistance de l'acier rapide. N'essayez pas de percer du verre trempé - il s'effondrera immédiatement.
N'affûtez pas les forets victorieux avec de l'émeri ordinaire et des cercles de pierre vitrifiée. - pour ces produits, il y a un diamant, comme ces cercles avec lesquels ils taillent la pierre, la brique et l'acier trempé. Broyez les exercices victorieux à basse vitesse.

Ne pas surchauffer la perceuse en tournant - l'acier surchauffé subira un revenu et s'aggravera sensiblement. Elle ne sera plus ni durcie ni ultra-rapide (instrumentale).
Ne refroidissez pas un foret ciselé chauffé au rouge dans de l'eau ou d'autres liquides froids - il est pénétré de microfissures causées par un refroidissement brutal. À la première tentative de perçage d'une pièce, le produit se brisera immédiatement.
Ne pas dévier la perceuse en tournant. Le moindre soin - même d'un degré - entraînera un virage inégal, des vibrations se produiront, brisant la perceuse elle-même et desserrant la boîte de vitesses et le moteur de la perceuse.
Les longueurs des arêtes de coupe diffèrent les unes des autres jusqu'à 0,3 mm. Cette limitation est observée lors du tournage de forets de petit diamètre.

La longueur de la partie active ne doit pas être inférieure à un centimètre. Si le foret se brise en deux et qu'une partie de la zone de coupe est éjectée, ne meulez pas les forets dont la section de travail est maintenant inférieure à un centimètre.
Les forets à pointe de carbure (par exemple Pobedit, à pointe de diamant) sont affûtés à l'aide des mêmes outils que les forets monobloc fabriqués à partir des mêmes matériaux.
Comme il est facile d'affûter une perceuse, voir ci-dessous.













Le commentaire a été envoyé avec succès.